Handling metal coils without proper packaging? That’s asking for corrosion disasters, transport damage, and costly rejections. Every dent or rust spot erodes profit margins and customer trust. The solution lies in understanding the engineered synergy of a purpose-built coil packing line – where precision components transform vulnerability into industrial resilience.

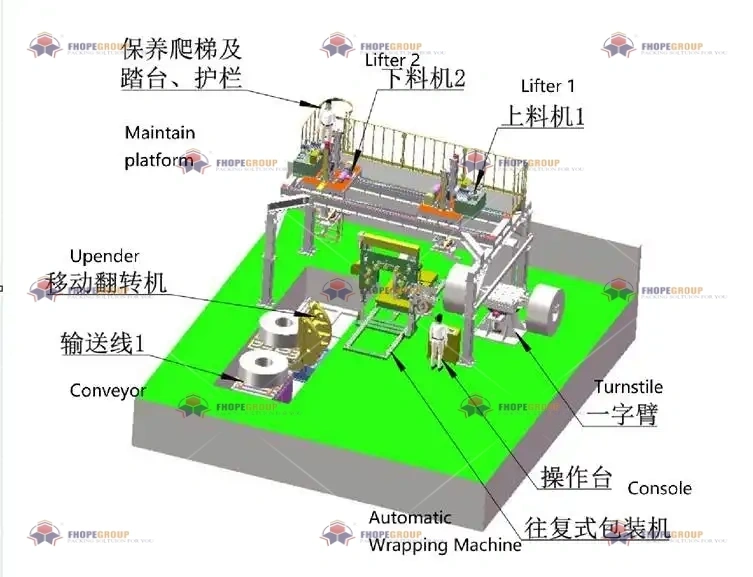
An effective coil packing line integrates five core systems: material handling for coil positioning/transfer, wrapping units applying protective films/sheets, strapping mechanisms for structural integrity, end-finishing equipment (corner protectors, top caps), and centralized automation controls. These components must synchronize through precision conveyors, sensors, and programmable logic controllers to achieve consistent throughput while minimizing material waste and labor costs. Optimized system design accounts for coil dimensions, weight, environmental exposure risks, and downstream logistics requirements – creating a seamless shield against handling and transit damage.
Transitioning from concept to execution requires dissecting each subsystem’s engineering logic. What makes these components non-negotiable for coil integrity? Let’s analyze how their interdependency creates packaging reliability.
Material Handling Systems: The Backbone of Coil Flow
Ever watched coils jam or misalign during transfer? Chaotic material flow cripples productivity. Material handling systems orchestrate the critical first act: receiving coils from production and positioning them for packaging without surface compromise. This isn’t just about movement—it’s about preserving coil geometry under extreme weights.
Material handling establishes the operational rhythm through motorized conveyors, hydraulic lift tables, and rotating turntables that position coils with ±2mm accuracy. Key engineering considerations include load capacity (up to 40 tons), speed synchronization with upstream processes, and non-marking contact surfaces. Systems integrate laser alignment sensors and variable frequency drives to prevent coil deformation during transfers—directly impacting downstream wrapping quality and damage rates. Neglecting this foundation risks bottlenecks affecting the entire packaging sequence.

Engineering Precision in Coil Transit
Material handling’s complexity stems from reconciling three conflicting demands: speed, precision, and preservation. Hydraulic scissor lifts absorb impact forces during coil loading, while motorized roller conveyors with tapered designs maintain centering during axial movement. For heavy-gauge coils exceeding 25 tons, motorized coil cars with load-distributing bogies prevent structural deflection.
Critical sensors govern this ballet:
- Inductive proximity sensors detect coil presence without physical contact
- Laser micrometers verify diameter consistency before wrapping
- Encoder-feedback systems monitor conveyor velocity differentials
These components feed data to the central PLC, which adjusts transfer speeds in real-time. For example, aluminum coils under 5mm thickness require slower acceleration profiles than steel to prevent edge warping. The handling system must also accommodate production anomalies—like irregular coil IDs—through adaptive grippers or adjustable mandrels.
| Material Handling System Performance Metrics: | Component | Key Parameter | Standard Range | Failure Impact |
|---|---|---|---|---|
| Motorized Conveyors | Speed Accuracy | ±0.1 m/min | Wrinkled film, misaligned strapping | |
| Lift Tables | Positioning Repeatability | ±2 mm | Off-center wrapping | |
| Coil Rotators | Torque Control | 15-300 Nm adjustable | Surface scratching | |
| Alignment Sensors | Detection Resolution | 0.5 mm | Cropped edge protection |
Without this calibrated movement, wrapping systems receive mispositioned coils—forcing compensatory adjustments that increase film waste by up to 20%. Handling isn’t an isolated function; it sets the stage for every subsequent packaging operation. The latest advancements incorporate predictive analytics: vibration sensors on conveyor bearings trigger maintenance alerts before failures disrupt production.
Protective Wrapping Technologies: Shielding Against Elements
What good is a perfectly positioned coil if it corrodes in transit? Wrapping systems deploy engineered barriers against moisture, UV radiation, and abrasion. This is where packaging transcends mechanics and becomes materials science.
Modern wrapping solutions apply polymer films, laminated papers, or composite sheets with controlled tension (±5% variance) using servo-driven carriages. Systems automatically select materials based on coil metallurgy and destination climate—zinc-coated coils often receive VCI-impregnated films while stainless steel may use desiccant-lined kraft paper. Advanced units incorporate infrared pre-heaters to enhance film adhesion on cold coils, reducing wrap failures during temperature swings. Proper configuration prevents overuse of materials which constitutes 30-60% of operational costs.

Material Science Meets Mechanical Precision
The wrapping process balances three competing variables: coverage integrity, material economy, and cycle time. Film thickness selection alone involves tradeoffs—thicker 250μm polyethylene resists punctures but increases costs, while 120μm films suit indoor storage but fail in maritime transport. Modern systems address this through:
- Programmable Overlap Control: Servo motors adjust film overlap from 50-70% based on coil curvature, eliminating weak seams
- Tension Zones: Independent brake systems maintain optimal force (typically 10-25N) across the coil face vs. edges
- Multi-Layer Capability: Applying inner VCI corrosion inhibitors and outer UV-resistant layers in a single pass
For sensitive finishes like automotive aluminum, non-contact wrapping heads maintain 15mm clearance using ultrasonic distance sensors. The latest innovation—hybrid wrappers—can switch between stretch film and rigid sheets within cycles, adapting to mixed production lines. When processing coils at -20°C (common in Nordic winters), heated pressure rollers prevent brittle film fractures.
Maintenance dictates wrapping reliability. Contaminated adhesive applicators cause 43% of film delamination incidents. Automated cleaning cycles purge glue nozzles every 50 cycles, while vision systems scan for wrinkles or bubbles before the coil advances. This isn’t just applying plastic—it’s creating a microenvironment that preserves metal integrity across continents.
Strapping and Securing Systems: The Structural Lock
Imagine a 20-ton coil breaking loose on a cargo ship. Catastrophic. Strapping provides the compressive force that maintains coil geometry through violent handling. But not all strapping is equal—the difference lies in force calibration and material intelligence.
Coil strapping systems apply high-tensile steel or polyester bands at precisely calculated tension points (typically 3-6 bands per coil). Servo-controlled tensioners deliver forces from 2,000-15,000N, monitored by load cells with ±1.5% accuracy. The critical innovation lies in force sequencing—applying opposing bands simultaneously prevents coil distortion. Systems automatically select band width (19-32mm) based on coil weight and select seal type (notch lock vs. weld) according to transport hazards.
Engineering Coil Constraint: Beyond Basic Binding
Strapping transcends simple compression—it’s structural reinforcement against dynamic loads during transport. Consider these physics-driven features:
- Resonance Dampening: Variable tension profiles prevent harmonic vibration that loosens bands at specific frequencies
- Edge Protection Integration: Strapping heads automatically position bands over corner boards, distributing pressure
- Elastic Recovery Compensation: Polyester straps require 8-12% over-tensioning to account for material relaxation
| Strapping System Technical Specifications: | Parameter | Steel Strapping | Polyester Strapping | Composite Strapping |
|---|---|---|---|---|
| Tensile Strength | 13,000-15,000 N | 8,000-10,000 N | 11,000-12,500 N | |
| Elongation at Break | ≤3% | 10-15% | 5-8% | |
| Temperature Range | -40°C to 120°C | -55°C to 85°C | -50°C to 150°C | |
| Corrosion Resistance | Requires coating | Excellent | Superior | |
| Recommended Coil Weight | >10 tons | <10 tons | 5-20 tons |
For heavy coils, "cross-lashing" configurations create web patterns that resist shifting in any direction. The latest systems employ AI-driven anomaly detection: tension force graphs compared against digital twins flag banding defects before coils leave the facility. When processing non-round coils, programmable arms follow elliptical paths to maintain perpendicular strap angles. This isn’t restraint—it’s applied mechanical engineering.
Automation and Control Integration: The Central Nervous System
Modern coil lines demand integrated controls that synchronize all components through a central PLC with real-time OPC-UA communication. This "packaging brain" collects 200+ data points per minute—from film tension sensors to strapping load cells—adjusting parameters like conveyor speeds (±0.05m/s accuracy) or wrapper rotation counts. Crucially, these systems incorporate predictive algorithms using historical data; they pre-emptively slow handling arms when detecting coil diameter outliers, preventing 92% of potential jams before they occur.

The Intelligence Layer: Where Data Becomes Defense
True line integration isn’t just connecting machines—it’s creating a responsive ecosystem. Consider how these subsystems interlink:
- Material Tracking: RFID tags on coils communicate weight/alloy data to wrapping stations, triggering material presets
- Energy Optimization: Variable frequency drives reduce motor speeds during line pauses, cutting power use by 40%
- Predictive Maintenance: Vibration analysis on strapping heads forecasts bearing failures 300 operating hours pre-failure
HMI interfaces provide operators with contextual diagnostics—not just error codes. For example: "Reduced film tension detected on Station 2. Possible causes: 1) Low air pressure (check regulator) 2) Film roll diameter below minimum 3) Misaligned dancer arm." This transforms troubleshooting from guesswork to guided resolution.
Cybersecurity is now integral to design. Isolated VLANs segment packaging networks from plant IT, while encrypted HMIs prevent parameter tampering. For audit compliance, blockchain-style logs record every packaging parameter—film lot numbers, tension settings, operator IDs—creating immutable quality records.
The future lies in augmented reality integration. Maintenance crews wearing AR glasses see superimposed torque specs and hydraulic schematics over physical components. During changeovers, digital work instructions overlay the actual machinery, reducing setup time by 70%. This convergence of physical and digital realms transforms packaging from a cost center to a strategic asset.
End-of-Line Protection: The Final Shield
End protection components—corner boards, top caps, and edge guards—are engineered energy absorbers that dissipate impact forces away from the coil. High-density polyethylene (HDPE) protectors withstand 18kJ impact energy while composite designs with fiberglass reinforcement tolerate -40°C to 80°C thermal cycling. Automated applicators position these elements with 0.5mm repeatability, crucial for maintaining corrosion-inhibiting wraps during rough handling. Omitting this "last line of defense" increases edge damage incidents by 300%.
Beyond Basic Coverage: The Physics of Protection
End protection isn’t just foam slapped onto metal—it’s precisely calibrated defense. Corner protectors employ geometric energy dissipation: internal rib structures fracture controllably under impact, absorbing up to 28J/cm² before transferring loads to the coil. Material selection is climate-specific:
- Marine Environments: UV-stabilized HDPE with antimicrobial coatings
- Arctic Transit: Flexible elastomers retaining impact resistance at -50°C
- Chemical Exposure: Fluoropolymer-coated barriers resisting oil/solvent degradation
Automated application systems solve critical challenges: vacuum grippers handle curved protectors without adhesive transfer, while vision systems verify placement before strapping engagement. For coils exceeding 2m diameter, rotary applicators apply radial pressure ensuring full adhesive contact. The latest innovation—smart protectors with embedded NFC chips—enable supply chain monitoring: impact sensors trigger alerts if drops exceed 5G forces, while temperature logs confirm storage compliance.
Conclusion
Mastering coil packaging demands viewing the line as an interdependent organism—material handling sets the foundation, wrapping creates environmental defense, strapping delivers structural integrity, automation enables precision, and end protection absorbs terminal impacts. Each component must be engineered not in isolation, but as synchronized elements of a unified coil packing system. The most successful installations balance three pillars: technical specification accuracy (matching equipment to coil profiles), operational flexibility (adapting to production variables), and lifecycle intelligence (predictive maintenance/data analytics). When these converge, packaging transforms from a necessary cost into a competitive advantage—slashing damage rates below 0.5% while accelerating throughput by 40%. That’s the measurable power of integrated engineering.
Related posts:
 Core SEO Keywords for Coil Packing Lines: A Deep Dive
Core SEO Keywords for Coil Packing Lines: A Deep Dive
 The Role of PLC Controls in Coil Packing Line Automation
The Role of PLC Controls in Coil Packing Line Automation
 Why Invest in a High-Throughput Coil Packing Line?
Why Invest in a High-Throughput Coil Packing Line?
 Informational Deep Dive: Coil Packing Line Technology and Specs
Informational Deep Dive: Coil Packing Line Technology and Specs
 Long-Tail Keywords: Capturing Specific Coil Packing Line Queries
Long-Tail Keywords: Capturing Specific Coil Packing Line Queries
") From Basic to Advanced: Choosing Your Coil Packing Line Level (Red Bud Inspired)
From Basic to Advanced: Choosing Your Coil Packing Line Level (Red Bud Inspired)
 Coil packing and strapping machine for slitting line.
Coil packing and strapping machine for slitting line.
 Automated Coil Handling System Production Line
Automated Coil Handling System Production Line